3Dプリンター、レーザー加工機、ボール盤と続き、とうとう手に入れてしまったCNCルーター(フライス盤?)についての紹介とCNC初挑戦でちゃんと使えるようになるまでの軌跡になります。
CNCルーターといえば、こういった自作大好きの人であれば、行き着く答えの1つであると思います。
ただ、CNCルーターは3Dプリンターと近い存在でありながら実際に思い描くものを作成するまでの壁が非常に高いイメージがあります。
今回は、そこも含めていろいろと紹介をして行ければと思っています。
ってことで、早速CNCルーター選びです。
大体自分が最初に購入するのは、AliExpressなどで購入できる中国製の安いやつなのですが、CNCルーターも安いのから高いものまでいろいろと種類があります。
日本メーカーだと個人で利用するレベルで手に入りやすいのは、オリジナルマインドさんのKitMillシリーズが有名なような気がします。

作りもしっかりしていそうで、たぶんソフトウェアとかも使いやすい(日本メーカーなので当然日本語表示だし)のかなと思えるのですが、一番安いモデルでも20万円~になってしまい、個人趣味の入門用で購入するにはなかなか難しい価格です。
で結局、海外製の安いCNCルーターを探すことにしてAliExpressやAmazonでよさそうなものをピックアップしました。
大型の商品になると同じものでも、AliExpressで購入するより送料の関係でAmazonで購入したほうが安い場合があります。(今回の候補に挙げたCNCルーターもAliExpressで購入するよりAmazonで購入したほうが安かったです。)
今回は、自宅の設置場所の問題もあるので、できる限り小型で価格的も手ごろなのものを探すことにしました。
で候補は6つ。ちなみにCNCの後に続く数字は、加工可能サイズになります。CNC1310であれば、13cm x 10cmが最大加工サイズになります。
基本的に安い中国製のCNCルーターは、Grblと呼ばれるオープンソースのファームウェアで制御しますので、どれを購入してもソフト面での使用感は同じかなと思います。
CNCルーターを制御するコントールボードもGrbl対応のものが使用されていますのが、機能が拡張し易い(多機能)ものだったりや簡易的なものなどいろいろと特徴があります。
ってこと数多ある中からいくつかコンパクトな3軸のCNCルーターをピックアップしてみました。


赤色のCNC 1310がすごく小さくてカッコいいです。


CNC1419に関しては、Amazonで購入すると非常に高額ですが、AliExpressで購入すると送料込みで45000円ほどで購入可能です。

で、サイズ的に近いものを何種類か候補にあげましたが、値段の差がかなりあります。
この値段の差は、フレームの材質に依存しているようで、黒のフレームは樹脂素材でできており、赤と青のフレームの方はアルミニウムなどの金属になっています。
フレームの素材は、本体の剛性と強度に関係するので、金属フレームのほうが加工精度が良く硬い素材の加工に適している思われます。
あとは、付属しているスピンドル(ルーター)のトルクや付属品などの違いもあるかと思いますが、フレーム以外は後からでも交換できるので、まずは気にしないことにします。
過去の経験から性能面などで安いものを選ぶと、後々もうちょっと良いのにしておけばよかったと思うことがあるので、(安物買いの銭失い的な?)アルミフレームのCNCを候補にしようと思います。
あとは、サイズ面で言えばCNC1310一択なのですが、幸い設置場所にもう少しの余裕があったので一つ大きいものにします。(大は小を兼ねる的な発想です。)
で結局、CNC1419をAliExpressで購入することにしました。
価格と付属している機能などを比較すると、「SainSmart Genmitsu CNCルーター・マシン3018-PROVer」の方が良さそうですが、横幅の設置幅が小さくて済むのと、3018-PROは、一部のパーツが樹脂製だったり、写真で見比べると金属フレームがCNC1419の方が厚く剛性が高そうだったので、CNC1419にしました。
まー実際のところ、見た目の良さに惹かれたのが理由です。。(赤くて3倍速そうだったので。。)
「SainSmart Genmitsu CNCルーター・マシン3018-PROVer」であれば、保護用のアクリル板、リミットスイッチ、オフライン制御モニターなども付いて値段も手ごろなので、特に理由がなければこちらがおすすめかなと思います。
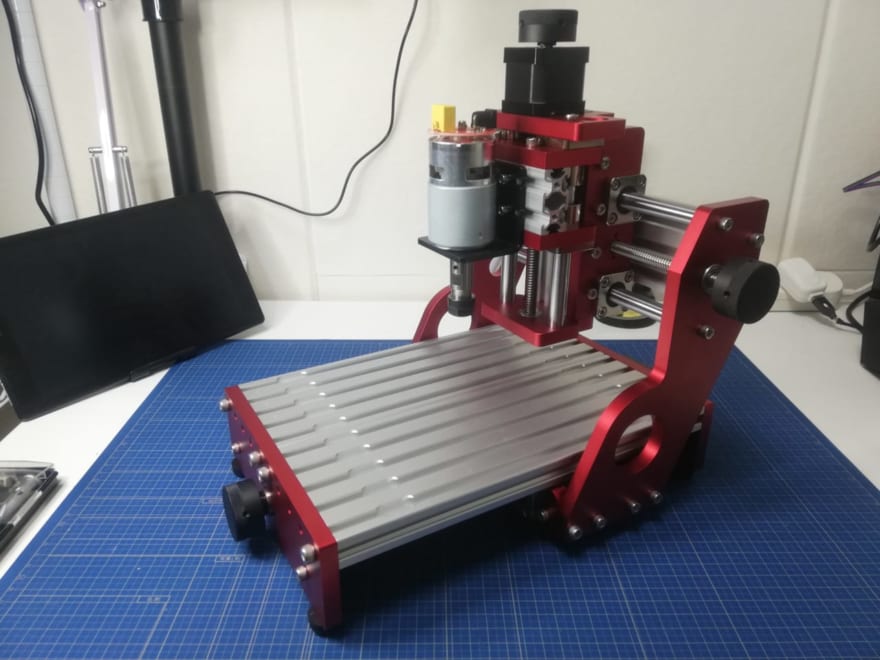
で早速、注文したCNC1419になります。
下記の記事でCNC1419用のスポイルボードの紹介と販売をしております。
段ボールの中は、2層構造になっており、組み立てに必要な部品が入っています。



いつものごとく、組み立てマニュアルなんてものは入っていないので、Youtube動画を探して組み立てます。
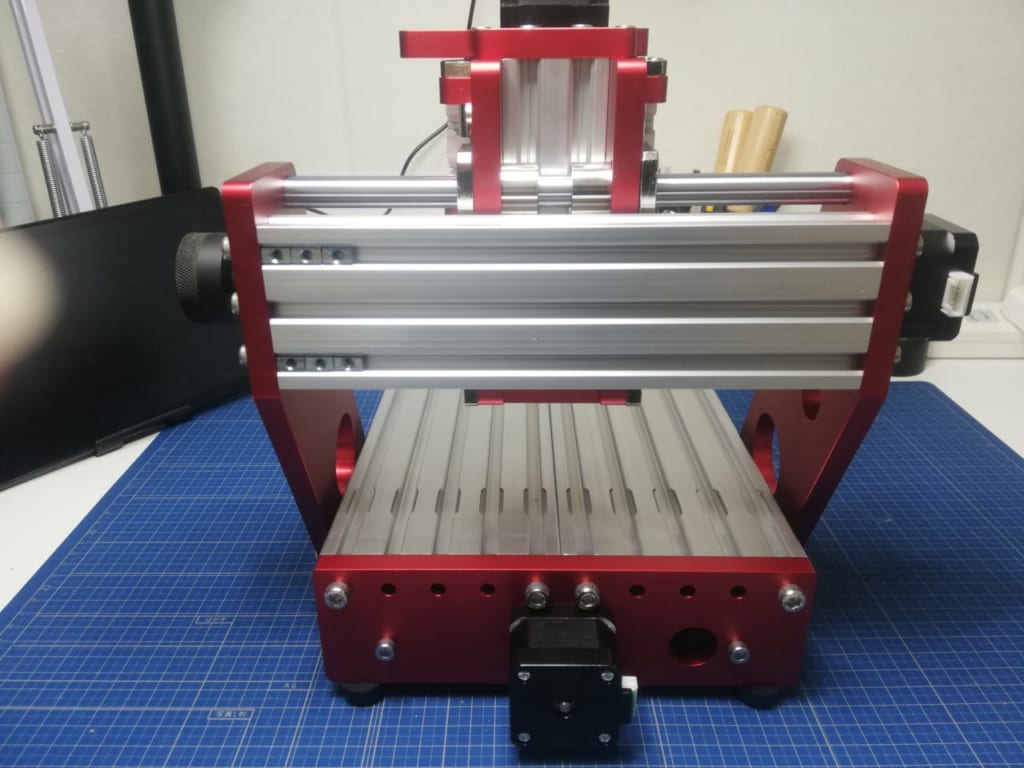
組み立て途中の画像ですが、想像していたより、ルミフレームが厚くしっかりしています。
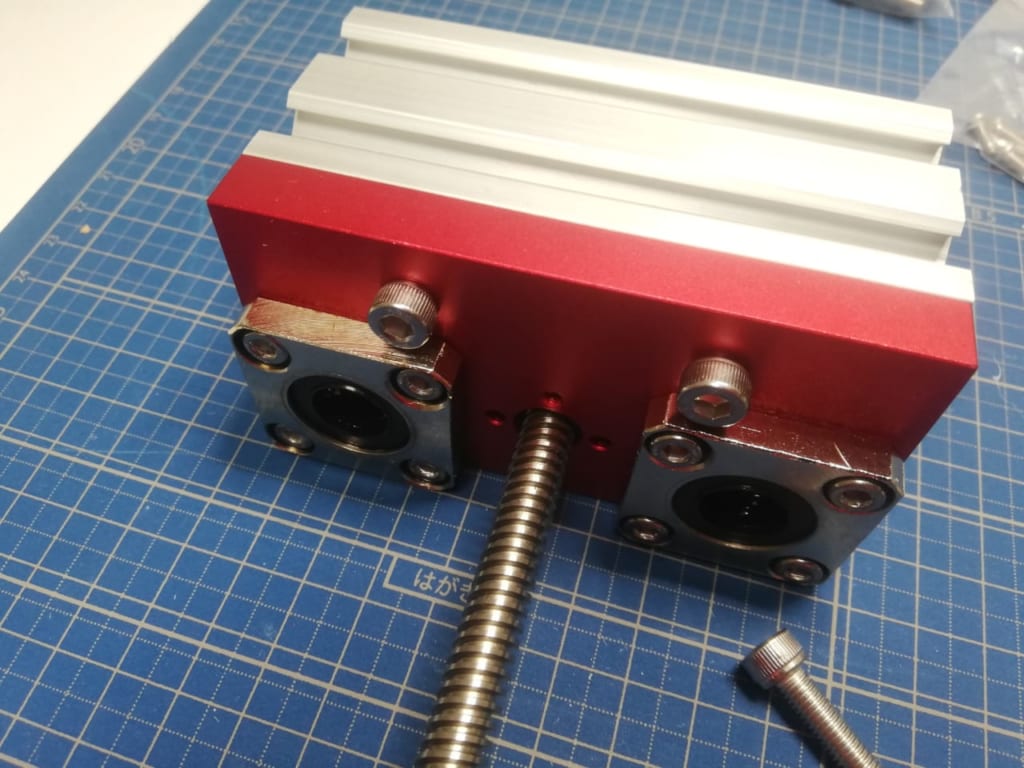
とはいえ、3Dプリンターより作りはシンプルなので、2~3時間もあれば組み立てられます。
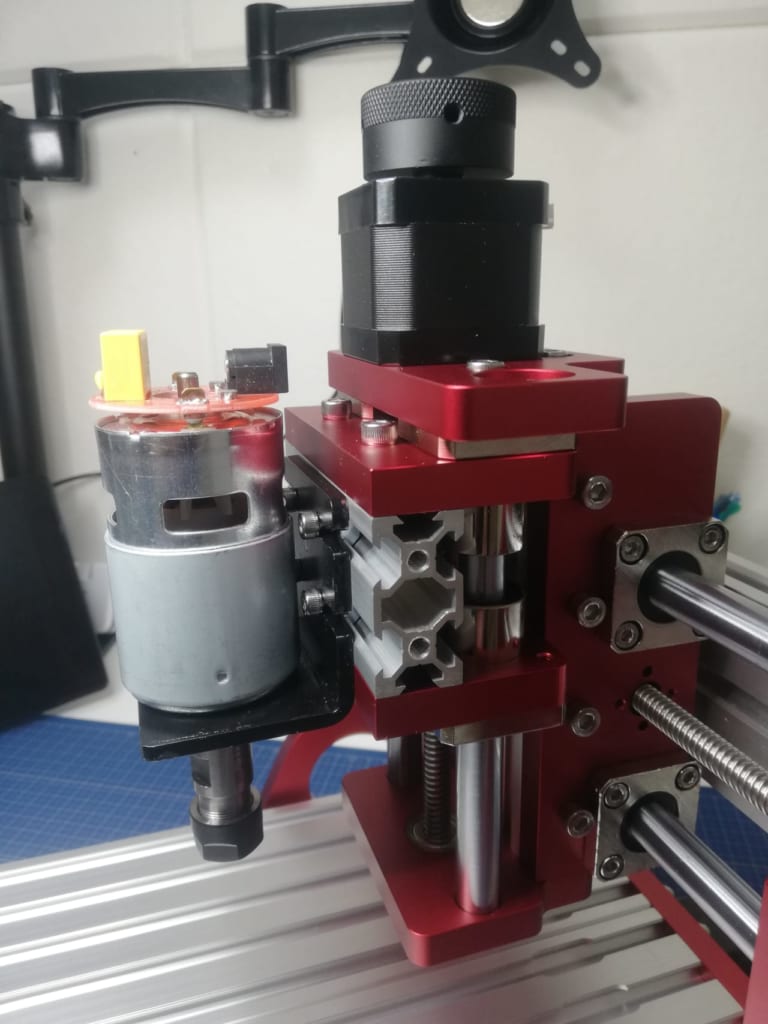
後ろのこの部分にコントールボードを取り付けて配線をします。
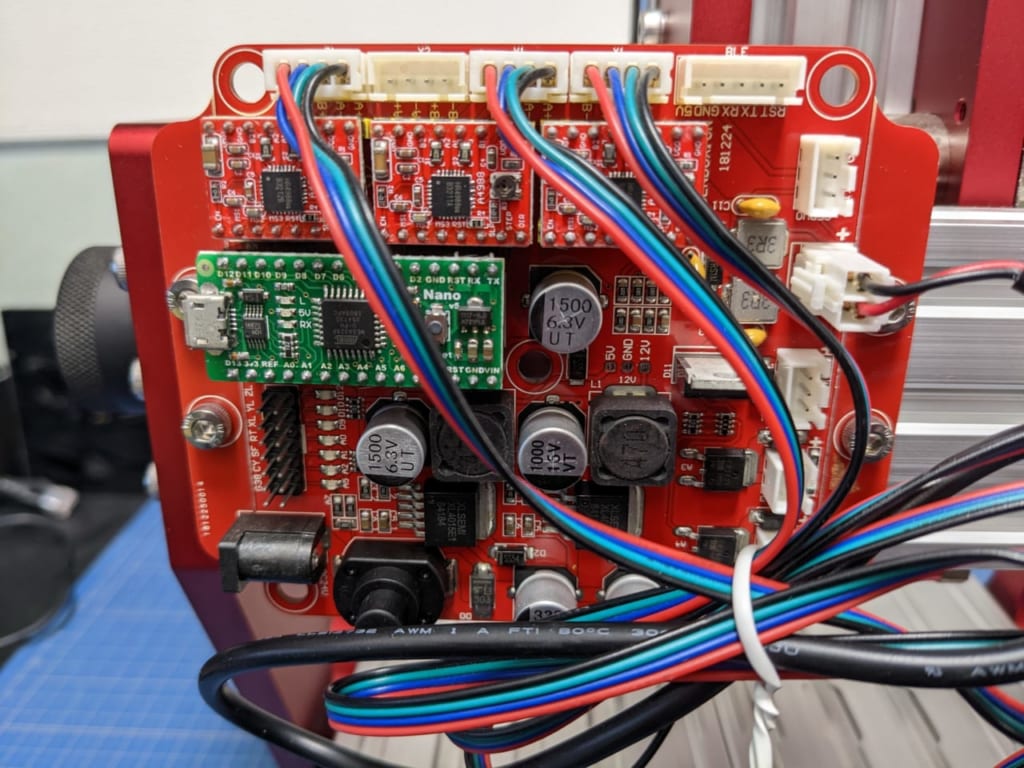
配線については、特に難しいところもなくそれぞれのステッピングモーターとスピンドルを配線するだけです。
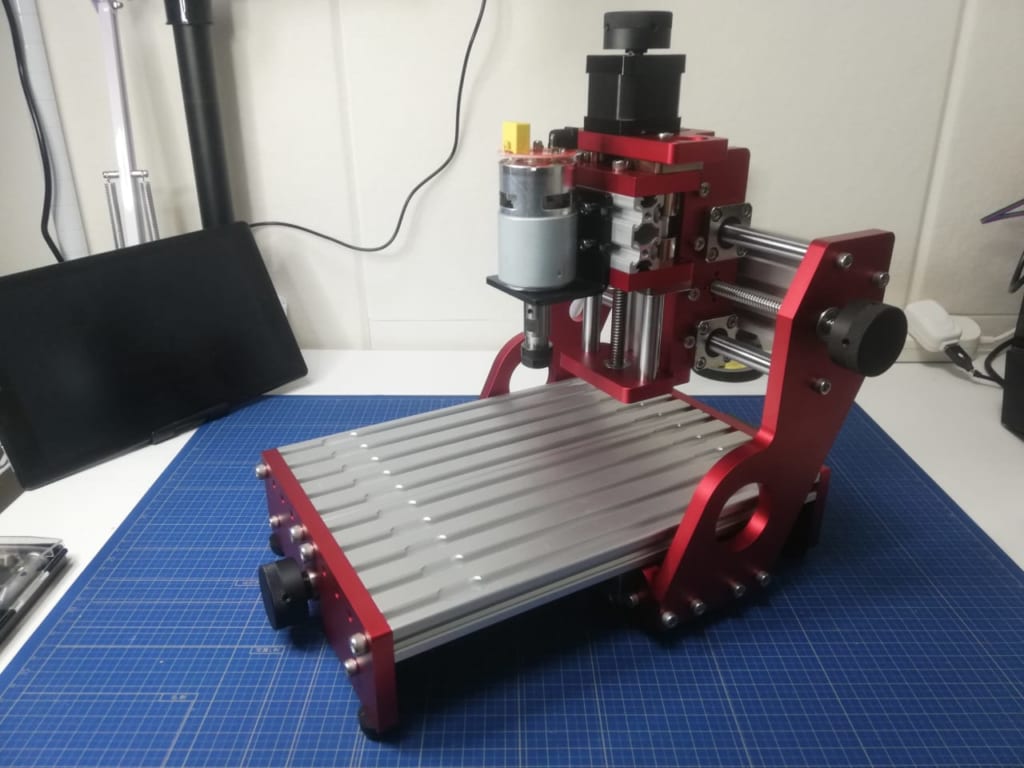
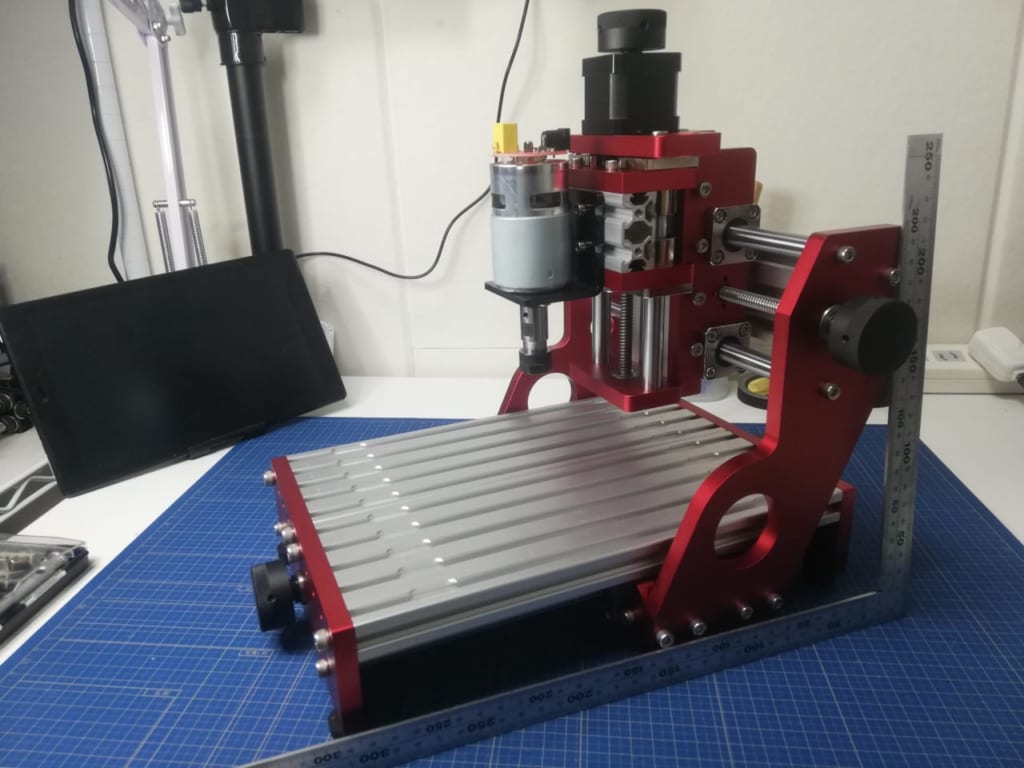
すべて金属製のためか、思っていた以上にズッシリと重量感があり、本体の剛性もよさそうです。(感覚的に10kgはありそう。)
組み立てが無事完了したので、次に動作テストになります。
このCNCは、他の中華系のCNCと同じくコントロールボードにオープンソースのGrblが使用されているので、制御側のソフト(PC側のソフト?)は、Grbl対応のものであれば何でも良さそうです。
付属していたCDを紛失してしまったので、オープンソースの「Candle」ってソフトを利用することにしました。
Releases · Denvi/Candle (github.com)
上記のURLからダウンロード可能です。
最新のバージョン(Version 1.2b release)で、X軸とY軸を動かそうとすると、コントロールボードのファームウェアが古いのか「error: Undefined feed rate」と出力されて、動かすことが出来ませんでした。
> G91
> G01 Y-1
error: Undefined feed rate仕方がないので、古いVersion 0.9の「Candle」を使用します。
PCとCNC1419をUSBケーブルで接続してCNC側のコントロールボードのスイッチをONにした状態で、ダウンロードして解凍したフォルダにある実行ファイル(Candle.exe)をダブルクリックすればOKです。
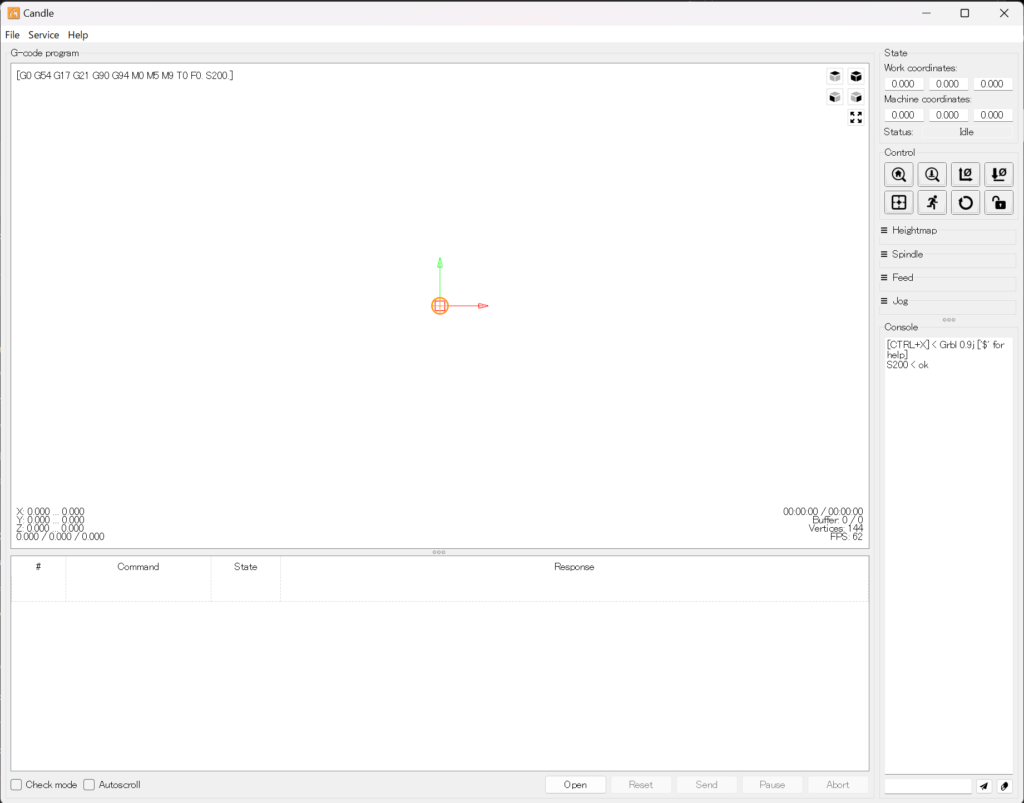
次にメニューから「Service」→「Settings」を選択して、設定画面を表示させます。
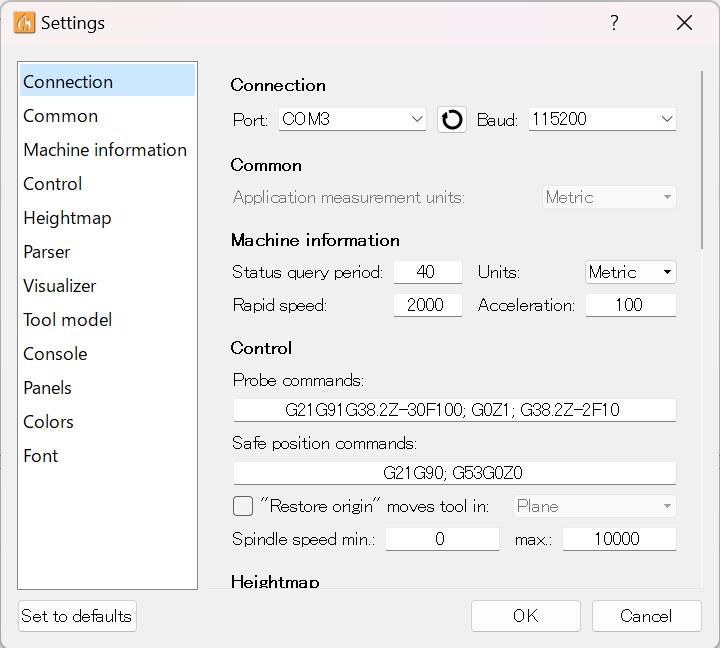
Connection項目でPortからCNCが接続されたシリアルポートを選択して、Baud Rateから「115200」選択し、OKを押せば、自動で接続されます。
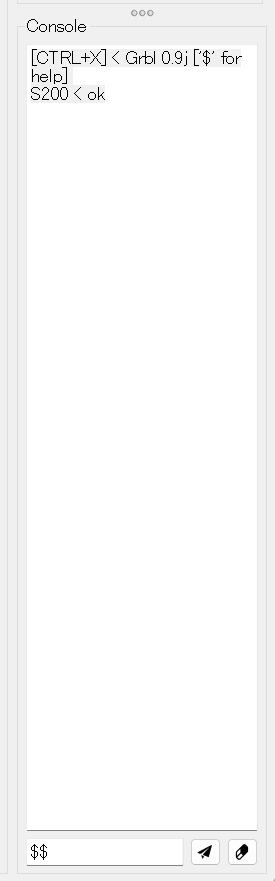
画面右下のコンソール画面に以下のメッセージが表示されていれば問題なく接続されていそうです。
[CTRL+X] < Grbl 0.9j ['$' for help]
S200 < okどうやらコントロールボードに書き込まれているGrblのバージョンは、0.9jのようです。(後日、コントロールボードのGrblのバージョンを最新にアップデートしないとです。)
同じくコンソール画面の下にあるコマンドエリアに「$$」を入力して、「Send Command」ボタン(右側にある矢印)を押すと現在のコントロールボードの設定値が取得できます。
「$$」は、現在の設定値を見るコマンドですが、コンソールに出力されている「$」コマンドで他のヘルプコマンドを見ることが出来ます。
まだ中身については全然わかっていないですが、テキストで表示するとこんな感じです。
[CTRL+X] < Grbl 0.9j ['$' for help]
S200 < ok
$$ <
$0=10 (step pulse, usec)
$1=25 (step idle delay, msec)
$2=0 (step port invert mask:00000000)
$3=5 (dir port invert mask:00000101)
$4=0 (step enable invert, bool)
$5=0 (limit pins invert, bool)
$6=0 (probe pin invert, bool)
$10=3 (status report mask:00000011)
$11=0.010 (junction deviation, mm)
$12=0.002 (arc tolerance, mm)
$13=0 (report inches, bool)
$20=0 (soft limits, bool)
$21=0 (hard limits, bool)
$22=0 (homing cycle, bool)
$23=0 (homing dir invert mask:00000000)
$24=25.000 (homing feed, mm/min)
$25=500.000 (homing seek, mm/min)
$26=250 (homing debounce, msec)
$27=1.000 (homing pull-off, mm)
$100=400.000 (x, step/mm)
$101=400.000 (y, step/mm)
$102=400.000 (z, step/mm)
$110=1500.000 (x max rate, mm/min)
$111=1500.000 (y max rate, mm/min)
$112=1500.000 (z max rate, mm/min)
$120=10.000 (x accel, mm/sec^2)
$121=10.000 (y accel, mm/sec^2)
$122=10.000 (z accel, mm/sec^2)
$130=200.000 (x max travel, mm)
$131=200.000 (y max travel, mm)
$132=200.000 (z max travel, mm)
okあとは、コンソール画面の上側にある操作画面を操作してX,Y,Z軸とスピンドルが正常に動くかを確認します。
問題なくそれぞれの軸が指定した数値だけ移動することと、スピンドルが回転することが確認できれば簡単な動作確認は完了です。よかった。。
ひとまず組み立てと簡単な動作テストができたので、実際に加工をするためのデータ作成と加工を学んでいければと思います。
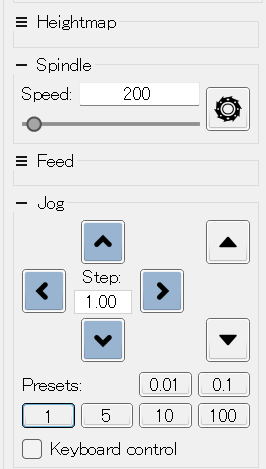
その前に、スピンドルの回転数について調べておく必要があるみたいです。
そもそも高級?なCNCルーターだと素材に合わせてスピンドルの回転数を指定して加工することが可能みたいなのですが、Grblだとスピンドルへの出力電圧(上記のSpeed)を0~100%で指定して回転数を変えるようです。(多分)
ちなみにSpeedの指定は0.1%刻みで、200を指定すると20%の出力になります。
なので、出力ごとの回転数を測定しておけば、回転数を指定することが可能になります。(なるほど!)
下記のようなデジタル回転計を使って測定をします。

24vのACアダプタを接続してスピンドルの回転数を測定していきます。

CandleでSpeedは、0~10000まで指定できますが1000以上は回転数が頭打ちになるので1000以下で指定します。
回転数を上げていくのですが、スピンドルの音がめちゃくちゃうるさい。。。
24vの結果は、以下になりました。
| Speed | 回転数(RPM) |
| 100 | 3105 |
| 200 | 5864 |
| 300 | 7750 |
| 400 | 8630 |
| 500 | 9280 |
| 600 | 9620 |
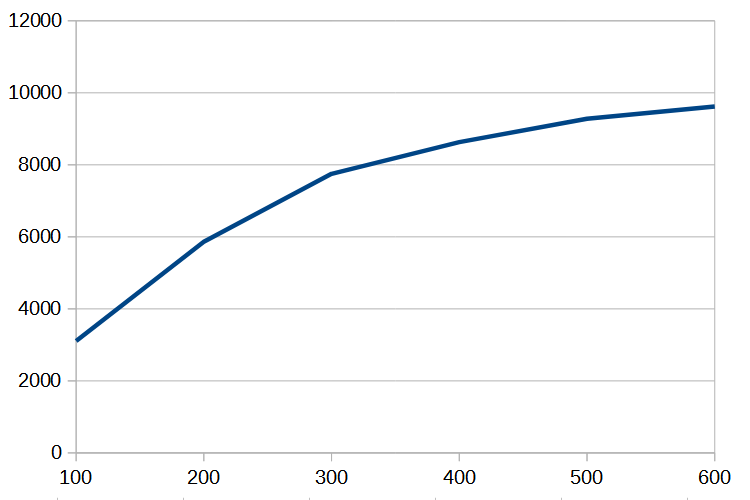
縦軸が回転数で横軸が指定したSpeed値になります。Speedを上げるほど回転数の増加は緩やかになるみたいです。
グラフが途中までしかないのは、Speedを500以上にするとCNCとの接続が切断されてしまうためです。(それに音がうるさ過ぎる。。)
切断されてしまう原因は、以下のノイズかなと思っております。。。
もともと付属しているスピンドルの回転数12000rpmなので、この値あたりに収束していく感じかと思います。
一応、12vのACアダプターに接続しても測定してみましたが、24vと比べて音が格段に静かになります。
12vの結果は、以下になりました。
| Speed | 回転数(RPM) |
| 100 | 490 |
| 200 | 1470 |
| 300 | 2235 |
| 400 | 2706 |
| 500 | 3053 |
| 600 | 3258 |
| 700 | 3400 |
| 800 | 3550 |
| 900 | 3560 |
| 1000 | 3859 |
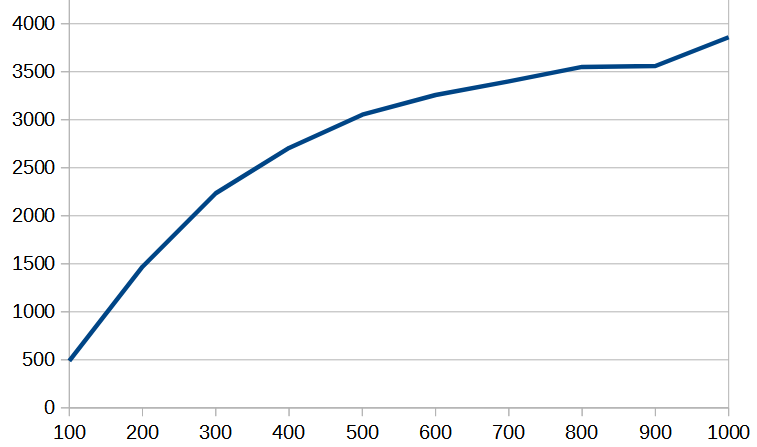
グラフの形状は24vと似たようになりました。
課題として24vで使用するとノイズで接続が切れてしまうのと、音がうるさ過ぎるのでスピンドル周りは改善が必要そうです。。。
ってことで、スピンドルモーターを交換した記事も記載しましたのでご興味があれば。
今回は、CNCルーターの操作に「Candle」を使用しましたが、ほかにも探すと色々とソフトが見つかりますので、お好みに合わせて選ぶと良さそうです。
最近だとCNCjsと呼ばれるブラウザベースのソフト(サーバーPCにインストールしてリモートでCNCルーターを操作したりできる)が人気ありそうです。(この界隈のことは全く分からないので、知ったかぶりです。)
ただ、CNCjsは利用するのにnode jsをインストールしたりと利用するにはすこし敷居が高いかもです。

次は、CNCを使用するために必要なCAMソフトについてになります。